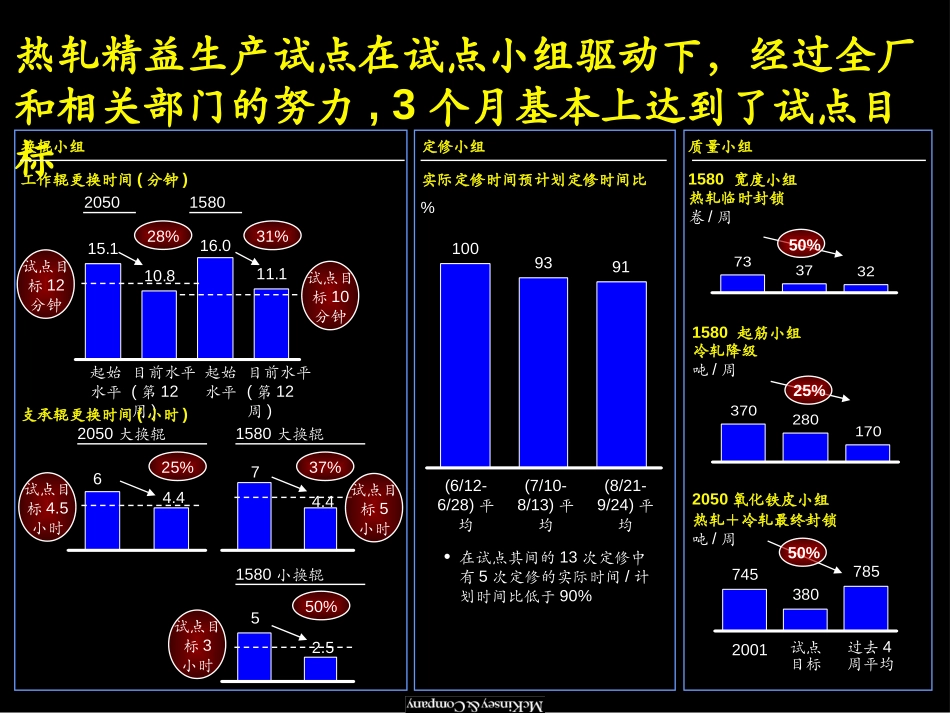
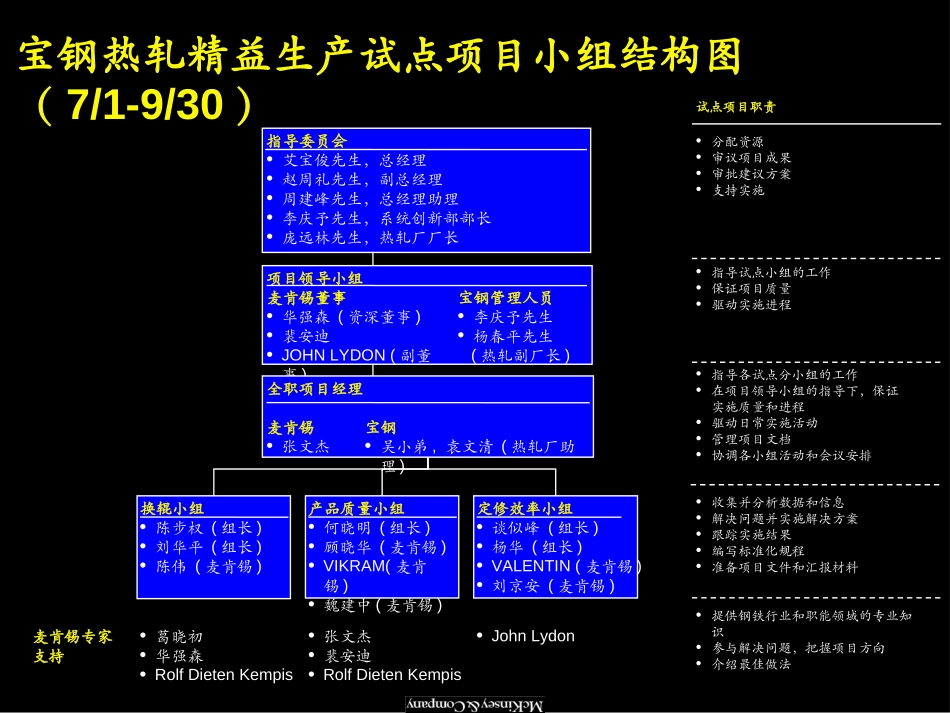
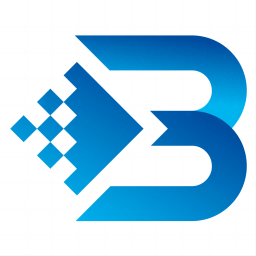
BS/020427/SH-shortversion(2000GB)1麦肯锡在中改善背景项目内容•产品需求日益增长,而且对产品质量要求越来越高,对交货周期也提出了更短更稳定的要求•客户的瓶颈工序的产能利用率与世界领先水平相比有明显改善潜力,而且生产流程稳定性也有待提高•利用单分换模,系统解决问题方法和目视管理等精益工具来减少换模时间,维修时间,故障停机时间以提高产能利用率•运用系统解决问题方法和跨部门的质量问题解决小组来改善流程稳定性和产品质量,同时建立质量问题发现,解决和预防流程•设计并实施业绩管理系统为建立持续改善型企业打基础•宝钢热轧在产能利用率,产品质量方面有明显的改善,相应的年度化财务收益已逾1亿人民币•员工在精益生产试点阶段掌握了许多精益工具的应用,并广泛运用于日常改善活动中,为持续改善打下了良好的基础•员工解决问题的能力和严谨程度有明显提高BS/020427/SH-shortversion(2000GB)2热轧精益生产试点在试点小组驱动下,经过全厂和相关部门的努力,3个月基本上达到了试点目标换辊小组15.110.816.011.1工作辊更换时间(分钟)2050158028%31%试点目标12分钟试点目标10分钟起始水平目前水平(第12周)起始水平目前水平(第12周)2050大换辊25%试点目标4.5小时37%试点目标5小时64.474.41580大换辊支承辊更换时间(小时)50%试点目标3小时52.51580小换辊定修小组实际定修时间预计划定修时间比%1009391(6/12-6/28)平均(7/10-8/13)平均(8/21-9/24)平均•在试点其间的13次定修中有5次定修的实际时间/计划时间比低于90%热轧+冷轧最终封锁吨/周74538078550%2001试点目标过去4周平均50%冷轧降级吨/周37028017025%质量小组1580宽度小组7337321580起筋小组热轧临时封锁卷/周2050氧化铁皮小组BS/020427/SH-shortversion(2000GB)3宝钢热轧精益生产试点项目小组结构图(7/1-9/30)指导委员会•艾宝俊先生,总经理•赵周礼先生,副总经理•周建峰先生,总经理助理•李庆予先生,系统创新部部长•庞远林先生,热轧厂厂长项目领导小组麦肯锡董事•华强森(资深董事)•裴安迪•JOHNLYDON(副董事)宝钢管理人员•李庆予先生•杨春平先生(热轧副厂长)换辊小组•陈步权(组长)•刘华平(组长)•陈伟(麦肯锡)产品质量小组•何晓明(组长)•顾晓华(麦肯锡)•VIKRAM(麦肯锡)•魏建中(麦肯锡)定修效率小组•谈似峰(组长)•杨华(组长)•VALENTIN(麦肯锡)•刘京安(麦肯锡)全职项目经理麦肯锡•张文杰宝钢•吴小弟,袁文清(热轧厂助理)麦肯锡专家支持•葛晓初•华强森•RolfDietenKempis•张文杰•裴安迪•RolfDietenKempis•JohnLydon试点项目职责•分配资源•审议项目成果•审批建议方案•支持实施•指导试点小组的工作•保证项目质量•驱动实施进程•指导各试点分小组的工作•在项目领导小组的指导下,保证实施质量和进程•驱动日常实施活动•管理项目文档•协调各小组活动和会议安排•收集并分析数据和信息•解决问题并实施解决方案•跟踪实施结果•编写标准化规程•准备项目文件和汇报材料•提供钢铁行业和职能领域的专业知识•参与解决问题,把握项目方向•介绍最佳做法BS/020427/SH-shortversion(2000GB)4实现这些目标需要管理层的决心和密切关注,以及所有员工的持续努力试点后典型的效益值曲线图资料来源:麦肯锡专家试点结束后情况管理层态度和远景目标失败15%显著改善50%成功35%工作方法目标和评估流程和工具培养人才•小组成员又恢复到原先做法管理层未督促实施最佳做法•所有员工运用所学的最佳做法并将之作为日常工作的一部分•员工不断寻找改善做法•管理层未对进一步挑战目标承诺•中层管理人员将改善视为一种限制•受“更重要的事务”干扰•所有情况下高层领导都支持项目•管理层对实施要求严格:没有借口•高层管理层要求公司成为行业中最优秀的•在改善活动中经常有被视为榜样的行为/事件•已设定目标并已分配负责人•但没有形成定期的“业绩对话”流程,业绩不透明•与管理层审核前严格跟踪并解决问题,但没有纳入到日常活动中去•严格的跟踪纳入日常工作•数据只是用来汇报进度或参加会议•每周进度总结或每周例会只是汇报而没解决问题•项目中没有人力资源考虑•无激励机制或无有效...