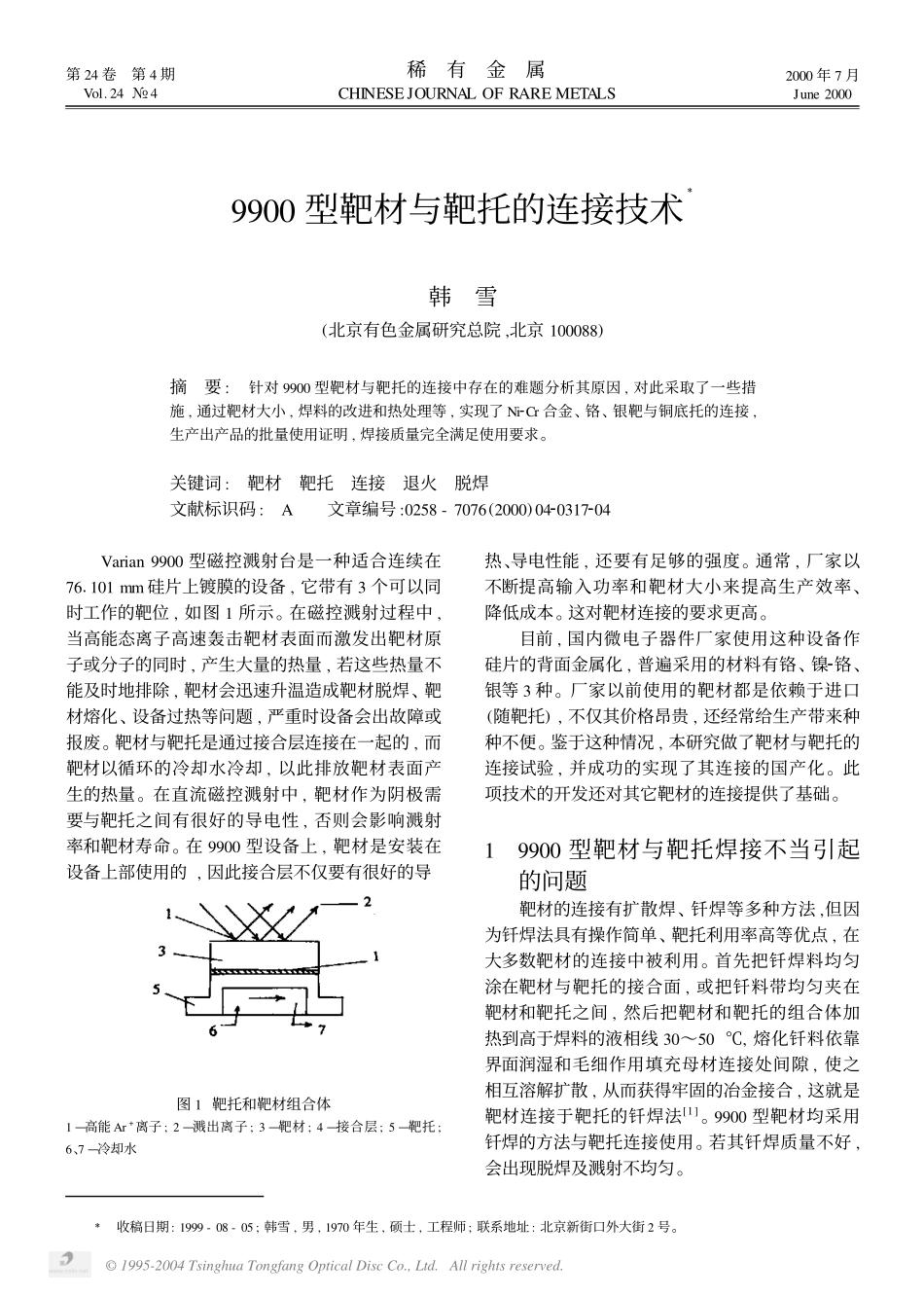
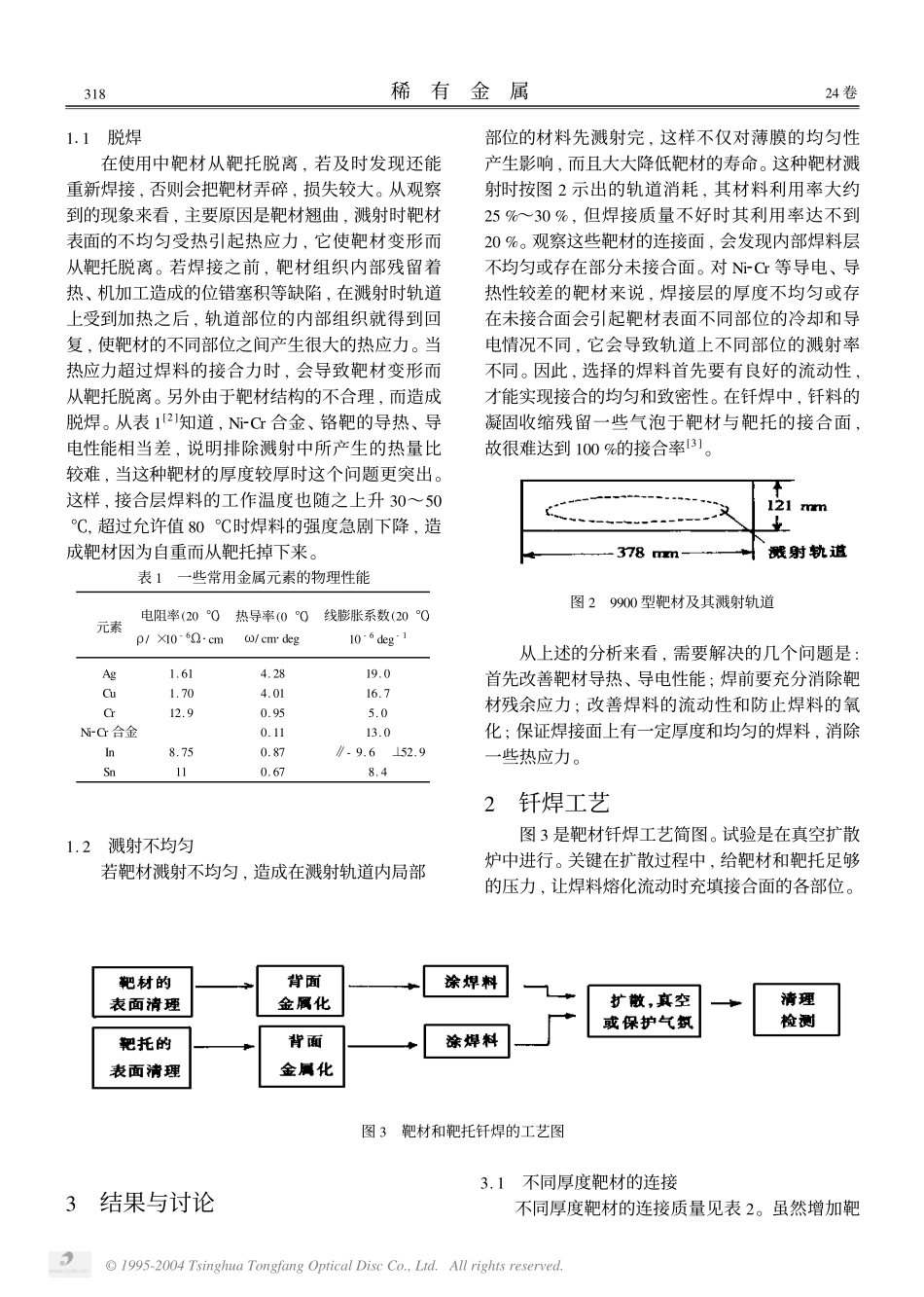
9900型靶材与靶托的连接技术Ξ韩雪(北京有色金属研究总院,北京100088)摘要:针对9900型靶材与靶托的连接中存在的难题分析其原因,对此采取了一些措施,通过靶材大小,焊料的改进和热处理等,实现了Ni2Cr合金、铬、银靶与铜底托的连接,生产出产品的批量使用证明,焊接质量完全满足使用要求。关键词:靶材靶托连接退火脱焊文献标识码:A文章编号:0258-7076(2000)0420317204Varian9900型磁控溅射台是一种适合连续在761101mm硅片上镀膜的设备,它带有3个可以同时工作的靶位,如图1所示。在磁控溅射过程中,当高能态离子高速轰击靶材表面而激发出靶材原子或分子的同时,产生大量的热量,若这些热量不能及时地排除,靶材会迅速升温造成靶材脱焊、靶材熔化、设备过热等问题,严重时设备会出故障或报废。靶材与靶托是通过接合层连接在一起的,而靶材以循环的冷却水冷却,以此排放靶材表面产生的热量。在直流磁控溅射中,靶材作为阴极需要与靶托之间有很好的导电性,否则会影响溅射率和靶材寿命。在9900型设备上,靶材是安装在设备上部使用的,因此接合层不仅要有很好的导图1靶托和靶材组合体1—高能Ar+离子;2—溅出离子;3—靶材;4—接合层;5—靶托;6、7—冷却水热、导电性能,还要有足够的强度。通常,厂家以不断提高输入功率和靶材大小来提高生产效率、降低成本。这对靶材连接的要求更高。目前,国内微电子器件厂家使用这种设备作硅片的背面金属化,普遍采用的材料有铬、镍2铬、银等3种。厂家以前使用的靶材都是依赖于进口(随靶托),不仅其价格昂贵,还经常给生产带来种种不便。鉴于这种情况,本研究做了靶材与靶托的连接试验,并成功的实现了其连接的国产化。此项技术的开发还对其它靶材的连接提供了基础。19900型靶材与靶托焊接不当引起的问题靶材的连接有扩散焊、钎焊等多种方法,但因为钎焊法具有操作简单、靶托利用率高等优点,在大多数靶材的连接中被利用。首先把钎焊料均匀涂在靶材与靶托的接合面,或把钎料带均匀夹在靶材和靶托之间,然后把靶材和靶托的组合体加热到高于焊料的液相线30~50℃,熔化钎料依靠界面润湿和毛细作用填充母材连接处间隙,使之相互溶解扩散,从而获得牢固的冶金接合,这就是靶材连接于靶托的钎焊法[1]。9900型靶材均采用钎焊的方法与靶托连接使用。若其钎焊质量不好,会出现脱焊及溅射不均匀。第24卷第4期Vol.24№.4稀有金属CHINESEJOURNALOFRAREMETALS2000年7月June2000Ξ收稿日期:1999-08-05;韩雪,男,1970年生,硕士,工程师;联系地址:北京新街口外大街2号。©1995-2004TsinghuaTongfangOpticalDiscCo.,Ltd.Allrightsreserved.111脱焊在使用中靶材从靶托脱离,若及时发现还能重新焊接,否则会把靶材弄碎,损失较大。从观察到的现象来看,主要原因是靶材翘曲,溅射时靶材表面的不均匀受热引起热应力,它使靶材变形而从靶托脱离。若焊接之前,靶材组织内部残留着热、机加工造成的位错塞积等缺陷,在溅射时轨道上受到加热之后,轨道部位的内部组织就得到回复,使靶材的不同部位之间产生很大的热应力。当热应力超过焊料的接合力时,会导致靶材变形而从靶托脱离。另外由于靶材结构的不合理,而造成脱焊。从表1[2]知道,Ni2Cr合金、铬靶的导热、导电性能相当差,说明排除溅射中所产生的热量比较难,当这种靶材的厚度较厚时这个问题更突出。这样,接合层焊料的工作温度也随之上升30~50℃,超过允许值80℃时焊料的强度急剧下降,造成靶材因为自重而从靶托掉下来。表1一些常用金属元素的物理性能元素电阻率(20℃)ρ/×10-6Ω·cm热导率(0℃)ω/cm·deg线膨胀系数(20℃)10-6deg-1Ag1.614.2819.0Cu1.704.0116.7Cr12.90.955.0Ni2Cr合金0.1113.0In8.750.87∥-9.6⊥52.9Sn110.678.41.2溅射不均匀若靶材溅射不均匀,造成在溅射轨道内局部部位的材料先溅射完,这样不仅对薄膜的均匀性产生影响,而且大大降低靶材的寿命。这种靶材溅射时按图2示出的轨道消耗,其材料利用率大约25%~30%,但焊接质量不好时其利用率达不到20%。观察这些靶材的连接面,会发现内部焊料层不均匀或存在部分未接合面。对Ni2Cr等导电、导热性较差的靶材来说,焊接层的厚度不均匀或存在未接合面会引起靶材表面不同部位的冷却和导电情况不同,它会导致轨道上不同部位的...